Metal Machining Insight: Avoiding Built-Up Edge
August 29, 2018
0
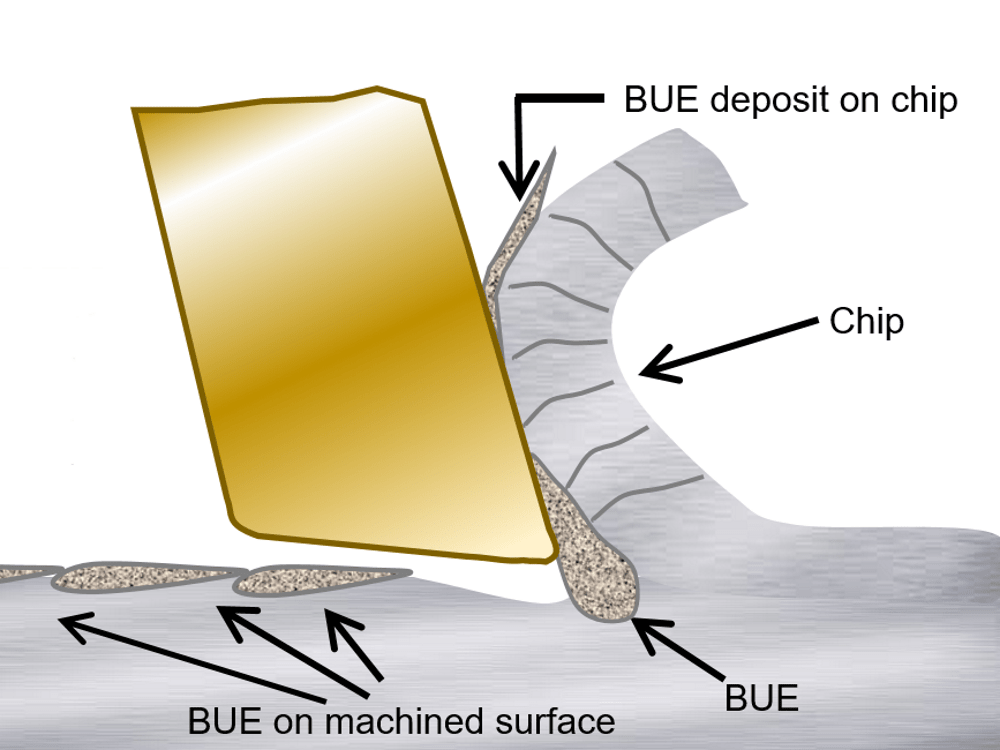
What is built up edge?
When this happens the outcome is likely to be a poor surface finish. This is bad news for all machinists – especially for those working in the oil & gas and power generation industries. The last thing you need when you’re machining a flange or line boring a turbine casing is to mess up and have to start all over again.
Understanding how a built-up edge is formed will help you prevent this from happening. Take a look at the information we’ve gathered from a variety of sources.
How does a built-up edge happen?
- The build-up of material changes the geometry of the cutting tool. Including the rake angle. This change in geometry is ever-changing. So you lose dimensional control of the metal removal process.
- The material in a built-up edge is work-hardened and abrasive. When pieces break away from the cutting tool they stick to the workpiece, causing damage to the surface.
- The larger the BUE, the rougher the resulting surface.
- Work hardened particles passing under the flank face can lead to flank wear.
- With a built-up edge, the cut tends to be deeper than it would be with just the normal tip of the cutting tool.
- Each time a piece breaks off it can remove some of the cutting tool. This leads to premature tool wear.
The video below posted on YouTube (posted by Iscar) does a fantastic job showing you chip formation as it happens.
Enerpac is not connected in any way with adverts that may appear during this video.
How to avoid built-up edge
This will depend upon the material you are cutting. A quick search on Google will show you some suggestions, including what we found below;
- When using carbide inserts, increase the cutting speed – if machining at high speed, the time available for adhering microchips will be less, and the formation of a built-up edge will be minimized.
- When using HSS cutting tools the opposite of the above can be true. A lower speed results in less heat – which means less material build-up.
- Decrease the feed – pressure welding will be avoided if you use a shallower cut
- Reduce friction – Use the correct cutting lubricant if you wish to use low cutting speeds. The heat generated during machining will be carried away by the cutting fluid. Less heat means less build-up.
- Increase the rake angle
If you need help choosing the right portable machine tool for your project click here to get in touch with your regional representative.

Decommissioning Case Study Pack
Learn how portable machine tools solved four tough decommissioning challenges
Sources:
http://web.mit.edu/2.670/www/Tutorials/Machining/physics/Description.html#2
https://pmpaspeakingofprecision.com/2010/10/07/built-up-edge-what-it-is-and-what-to-do/